
ดอกกัดแกะสลัก (Engraving cutting tool)
ลักษณะของดอกกัดแกะสลัก ดอกกัดแกะสลัก (Engraving cutting tool) มีลักษณะเด่นคือมักจะมีขนาดเล็กและปลายแหลมมากและมีองศาค่าต่างๆซึ่งสามารถนำไปกัดงานที่มีรายละเอียดมากๆได้ เช่นรูปแกะสลัก การแกะสลักหน้าคน หรือกัดพื้นผิวที่มีขนาดเล็กและละเอียดมากๆ การเลือกดอกกัดแกะสลัก

ดอกกัดหัวบอล (Ball nose cutting tool)
ลักษณะของดอกกัดหัวบอล ดอกกัดหัวบอล (Ball nose cutting tool) ดอกประเภทนี้จะมีลักษณะตรงปลายหัวโค้งเหมาะสำหรับใช้เก็บงานละเอียดหรืองานที่ต้องการให้ผิวมีความโค้งตรงกับความเอียงของดอก ดอกประเภทนี้ช่วงคอของดอกอาจจะมีลักษณะเป็นมุมเอียงหรือตรงก็ได้ ขึ้นอยู่กับความเหมาะสมที่จะนำไปใช้ การเลือกดอกกัดหัวบอล

ดอกกัดเอ็นมิล (Endmill Cutting tool) ลักษณะ และการเลือกดอก
ลักษณะของดอกกัดเอ็นมิล (Endmill cutting tool) ดอกกัดเอ็นมิล (Endmill cutting tool) ดอกกัดประเภทนี้จะมีลักษณะปลายหัวตัดตรงซึ่งจะเหมาะกับงานที่ต้องการพื้นเรียบและเหมาะกับการกัดผนังด้านข้างของชิ้นงานที่มีลักษณะเป็นกำแพงตรง โดยปกติแล้วดอกกัดชนิดนี้จะใช้ได้ทั้งการกัดหยาบกัดงานหนักหรือกัดละเอียดกัดเบาๆเพื่อให้ได้ผิวตอนจบงานที่สวยงาม
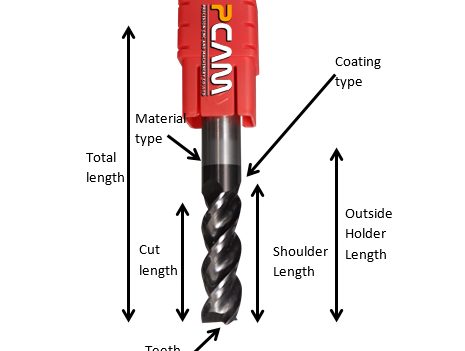
ดอกกัด CNC ส่วนประกอบ
Total length คือความยาวของดอกกัดโดยรวมทั้งดอกOutside Holder length คือช่วงที่ดอกกัดโผล่พ้นออกมาจากหัวจับShoulder length คือช่วงแรกของฟันดอกกัดจนถึงปลาCut length คือช่วงระยะของดอกกัดที่สามารถใช้กัดงานได้Material

เครื่องกลึง CNC หรือ CNC Lathe
ลักษณะของ เครื่องกลึง CNC หรือ CNC Lathe 1. ตัวเครื่องกลึง CNC หรือ

เครื่องมิลลิ่ง CNC และเครื่อง CNC Vertical machining center (VMC)
ลักษณะของ เครื่องมิลลิ่ง CNC และเครื่อง CNC Vertical machining center (VMC) 1.

เครื่อง CNC คืออะไร ทำอะไรได้บ้าง เหมาะสำหรับผู้ใด
1. เครื่อง CNC คืออะไร? เครื่อง CNC คือเครื่องจักรที่ทำหน้าที่สร้างชิ้นงานในรูปแบบต่างๆที่เราต้องการ โดยเครื่อง CNC จะสามารถทำงานได้โดยอัตโนมัติ
วิธีการเลือกมินิซีเอ็นซี (Mini CNC) หรือเครื่องแกะสลัก Part 1
CNC PRODUCTS เครื่องกลึง CNC เครื่องมิลลิ่ง CNC Mini CNC CNC 4
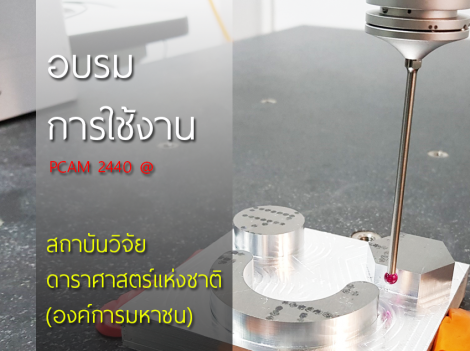
ส่งเครื่อง CNC สถาบันวิจัยดาราศาสตร์แห่งชาติ (องค์การมหาชน)
ขอขอบคุณสถาบันวิจัยดาราศาสตร์แห่งชาติ (องค์การมหาชน) และพนักงานทุกท่าน ที่ไว้วางใจสั่งเครื่อง เครื่อง MILLING CNC (มิลลิ่งซีเอ็นซี) รุ่น PCAM
การคำนวณความเร็วหัวกัดและความเร็วฟีดงาน
การใช้งานของเครื่อง CNC นั้นเพื่อให้เกิดประสิทธิภาพสูงสุดในขณะที่ลดการสูญเสียของดอกกัดและชิ้นงานมากที่สุดจึงจำเป็นต้องมีการคำนวณความเร็วของหัวกัดและความเร็วขณะเดินงานที่เหมาะสมโดยที่การคำนวณต่างๆนั้นจะขึ้นอยู่กับขนาดของดอกกัด, ประเภทของดอกกัด, วัตถุดิบที่จะกัดงาน และกำลังของหัวกัดด้วยการคำนวณนั้นสามารถทำได้ง่ายๆโดยใช้สูตรคำนวณเหล่านี้ ความเร็วหัวกัด (RPM) = (SFM